
Plazmová řezačka


Plazmový řezací nebo hořák řeže kovů pomocí plazmatu vytvořeného elektrickým obloukem .
funkčnost
Plazmová řezačka se skládá ze zdroje energie , násadce, zemnicího kabelu , napájení a přívodu stlačeného vzduchu . Plazmová řezačka vytváří oblouk mezi elektrodou a obrobkem. Plazma je elektricky vodivý plyn s teplotou kolem 30 000 ° C. Oblouk je obvykle zapálen vysokofrekvenčním zapalováním a na výstupu je zúžen izolovanou, obvykle vodou chlazenou měděnou tryskou. Některé systémy také používají lift-arc zapalování, které se také používá u svařovacích strojů TIG. V těchto zařízeních je hořákna obrobku na rozhraní a protéká malý proud, který není dostatečný k poškození hořáku. Proud plynu tlačí hořák od povrchu obrobku, oblouk se zapaluje a elektronika zdroje svařovací energie zvyšuje proud na sílu potřebnou pro řez. Díky vysoké energetické hustotě oblouku se kov roztaví a je odfouknut proudem plynu, čímž se vytvoří řez. Jako plyn pro vyfukování se často používá stlačený vzduch. Pro lepší řez jsou také používány směsi ochranných plynů , které zabraňují nebo oslabují oxidaci. Pro plazmové řezné spoje je charakteristické zaoblení hrany v místě vstupu.
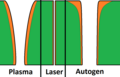
Průřezy řezů řezáním plazmou, laserovým řezáním a řezáním kyslíkem a palivem
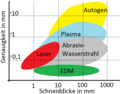
Přesnost s různými tloušťkami plechu v řezání kyslíkovým palivem , řezání plazma, vodním paprskem řezání , laserové řezání a zapalovací erozi (EDM)
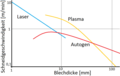
Řezné rychlosti pro řezání kyslíkem a palivem , laserové řezání a plazmové fúze



Aplikace v průmyslu
Při zpracování kovů se používají ruční nebo strojní plazmové řezačky. V závislosti na síle proudu lze řezat elektricky vodivé materiály s tloušťkou obrobku až 200 mm. Současné ruční plazmové systémy mají proudovou sílu až 120 ampérů, u výkonnějších strojně ovládaných plazmových řezacích systémů může být proudová síla až desetkrát vyšší než tato hodnota. Obvyklé systémy pracují s přibližně 300 ampéry a mohou s nimi probodnout 70 mm černé desky. V dnešní plazmové technologii se rozlišuje mezi konvenčním plazmovým fúzním řezáním a přesným plazmovým řezáním. Přesné plazmové řezání používá jako kritéria řezné linie bez otřepů, úhlovost řezu nebo holý kovový povrch. Zde se místo stlačeného vzduchu používá technický plyn, aby se dosáhlo lepší kvality řezání, která se blíží kvalitě řezání laserem . Výhodami ve srovnání s řezáním kyslíkem a palivem s plazmovými řezacími systémy CNC jsou hlavně zhruba čtyřikrát vyšší řezná rychlost a menší tepelné zkreslení způsobené vysokou hustotou energie . Plazmové řezačky mohou navíc řezat prakticky všechny kovy, zatímco řezání kyslíkem a palivem je do značné míry omezeno na konstrukční oceli.
Aplikace v záchranných službách

Plazmový řezač, původně vyvinutý pro průmyslové použití, se také používá v mobilní verzi v technické nouzové pomoci , například hasiči a THW . Pokud nelze použít hydraulický záchranný set s rozmetadlem a řezacím zařízením z důvodu nedostatku místa nebo pokud je použití řezacího hořáku nemožné z důvodu obtížné manipulace a značné tepelné roztažnosti, je plazmová řezačka ideální alternativou. umožňuje pracovat blíže k lidem. Na kalené oceli, jako je ta používaná ve sloupku řízení a příčné rameno, není možné použít hydraulický nůž. Proto se tam často používá plazmová řezačka. Použitá zařízení obecně dosahují síly proudu až 60 A.
Individuální důkazy
- ↑ Plazmové řezání vs. laserové řezání. (Již není k dispozici online.) In: weber-stempel.de (dříve trotec-leipzig.de). Archivovány od originálu 10. ledna 2018 ; zpřístupněno 1. února 2016 .
- ↑ Plazmová řezačka. (Již není k dispozici online.) In: itheine.de. Archivovány od originálu 2. března 2014 ; Citováno 4. února 2014 .
- ↑ Cimolino Heck: Technická pomoc v případě dopravních nehod nákladních vozidel: Technická a lékařská záchrana uvězněných osob, manipulace s těžkými silničními vozidly účastnícími se nehody. , 1. vydání, Ecomed Sicherheit, Landsberg 2003, ISBN 9783609686615 . „ Náhled online